1) 在螺紋的導(dǎo)程上分頭介紹二種方法。
用小刀架上刻度盤的刻度來分頭;即利用小刀架刻度掌握車刀移動(dòng)距離,從而達(dá)到正確分度目的。當(dāng)車好一個(gè)螺旋槽后,只要將小刀架依據(jù)刻度,移動(dòng)一個(gè)螺距的距離,就可車削相鄰的另一個(gè)螺旋槽。
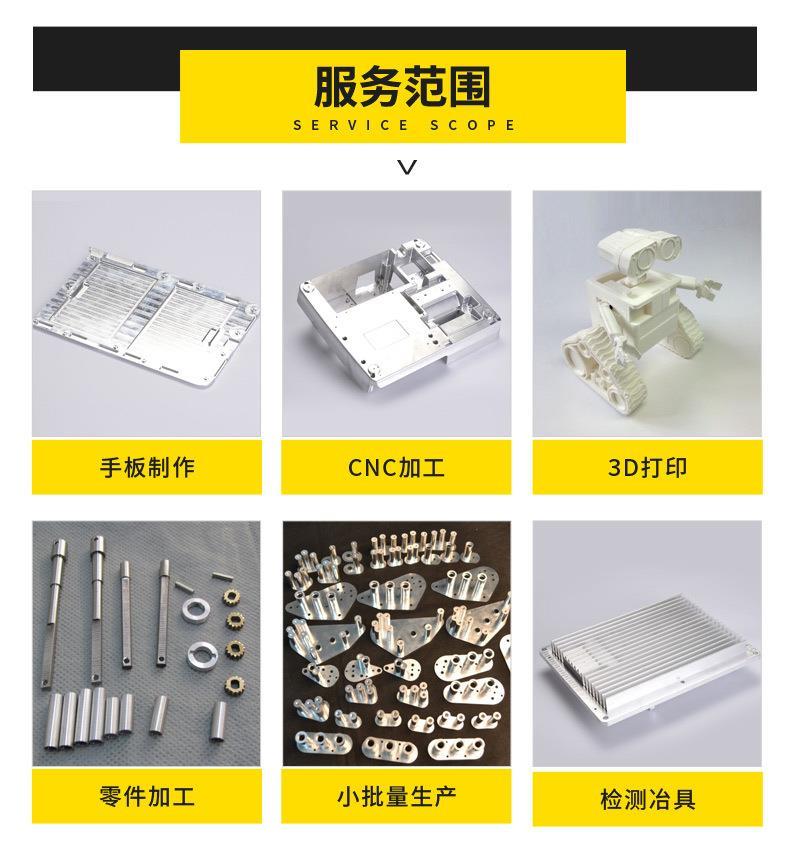
螺紋加工
折疊零件加工
零件為活動(dòng)扳手調(diào)節(jié)開口寬度的螺輪,材料為20號(hào)圓鋼,牙側(cè)有一定粗糙度要求,切斷處螺牙部需要倒角,中間銷孔與外圓柱面必須有較好的同軸度,否則調(diào)整時(shí)不會(huì)靈活自如,甚至卡死,為便于大拇指握持撥動(dòng),其表面要有平行于軸心線的直紋滾花。
折疊加工技巧
絲杠加工原來采用車削加工,工藝路線為:冷拔→滾花→車螺紋→校正→鉆孔→切斷→倒角,不僅效率低、成本高,且由于小圓鋼剛度低,車削、滾花時(shí)易變形,小號(hào)螺輪不能生產(chǎn),為此我們?cè)O(shè)計(jì)了旋風(fēng)銑削絲杠設(shè)備,不僅將轉(zhuǎn)速由經(jīng)驗(yàn)認(rèn)定的1000r/min左右提升至2000r/min以上而且將銑絲滾花一次完成。 其工藝路線變?yōu)?冷拔→滾花、銑絲→校正→鉆孔、切斷→倒角。雖然旋風(fēng)銑削使小徑工件有較大變形(大徑件變形較小),但校正也容易。改進(jìn)后的工藝具有如下特點(diǎn):
表面粗糙度值減小:
由切削力引起的振動(dòng)減少:
小徑工件螺距累積誤差有一定增加。
折疊結(jié)構(gòu)設(shè)計(jì)
設(shè)備由車床改裝,工件轉(zhuǎn)動(dòng),刀盤及滾花刀架移動(dòng)。去掉車床刀架部分,在溜板上配裝銑削頭及自制跟刀架,將滾花刀裝于跟刀架上,跟刀架置于銑刀盤前面。工件左端用卡盤夾緊,右端去掉尾座,安裝一帶較長空心管的支架,這樣一次可以裝夾較長原料(相當(dāng)于一次銑削長度的兩倍以上),將銑削部分截?cái)嗪蠹庸ぃ梢詼p少端料浪費(fèi)。
專門設(shè)計(jì)時(shí),由光桿帶動(dòng)絲杠在螺母中轉(zhuǎn)動(dòng),絲桿左端裝彈簧夾頭,工件向左轉(zhuǎn)動(dòng)進(jìn)給,光桿、絲桿皆用空心管加工而成(減少端料浪費(fèi))。因?yàn)橹虚g懸空較長,可以考慮用輔助支架托起。
滾花刀的裝夾裝置。兩種設(shè)計(jì)的滾花刀裝置方式相同,只是支承架與機(jī)床的連接部分有所區(qū)別。在支承架上加工一孔,在加工部位對(duì)面橫向過孔中心線銑槽與通孔:槽寬與滾花刀柄等寬,深與刀柄等高,靠近槽接孔處下邊齊槽根部垂直銑一窄細(xì)槽,便于滾花擠出的細(xì)微鐵屑流出,防止?jié)L花輪滯塞、卡緊。滾花刀用快換蓋板壓住,由帶梅花手柄的螺桿將滾花刀柄頂緊。圓鋼經(jīng)過導(dǎo)向套后被滾花,緊接著被高速銑削,實(shí)現(xiàn)兩道工序一次完成。導(dǎo)向套用工具鋼調(diào)質(zhì)加工而成,其上銑一開口,長與支架端面平。導(dǎo)向套定位銷孔、裝配螺釘與支架配作,要確保開口正對(duì)槽中心線。
折疊注意事項(xiàng)
材料必須是正規(guī)牌號(hào)的圓鋼,否則工件表面易形成鱗刺等,銑刀易破損崩裂,滾花刀耗損迅速:
加工、裝配時(shí)必須使?jié)L花刀在槽內(nèi)移動(dòng)較輕松,又不致間隙太大,如果間隙過大,工作時(shí)滾刀輪傾斜,滾出的花紋不勻,本身也易損壞:
壓板盡量將滾花刀全部封閉,以防切屑、雜物等濺入:
工作時(shí)切勿潤滑冷卻滾花刀,以防與之接近的硬質(zhì)合金刀片受損:
先開動(dòng)車床,讓工件轉(zhuǎn)動(dòng),再擰緊螺桿,防止靜摩擦力過大,工件打滑:
選用制造優(yōu)良的滾花刀減少換刀次數(shù):
定期拆開快換蓋板,清理刀槽。
折疊編輯本段種類
滾珠絲杠和梯形絲杠在很多情況下不能互換,總是需要在精度、剛度和負(fù)載容量之間進(jìn)行權(quán)衡。規(guī)格和性能之間不一定完全對(duì)應(yīng)。
滾珠絲杠和梯形絲杠的應(yīng)用有一些區(qū)別。原始設(shè)備制造商的應(yīng)用系統(tǒng)很多時(shí)候需要"正合適"的產(chǎn)品,而梯形絲杠往往是正確的選擇。梯形絲杠產(chǎn)品很容易結(jié)合具體的應(yīng)用來進(jìn)行調(diào)整,以達(dá)到預(yù)期性能,同時(shí)將成本控制在較低限度。在某些情況下,需要在設(shè)計(jì)階段進(jìn)行壽命測(cè)試,不過對(duì)于原始設(shè)備制造商來說,在前期進(jìn)行此類的額外工作,有助于降低產(chǎn)品成本。滾珠絲杠可以連續(xù)運(yùn)行,承受高得多的負(fù)載,并達(dá)到更快的速度,為此而增加成本是值得的。對(duì)于較終用戶來說,滾珠絲杠具有良好的可預(yù)測(cè)性,因而是確保快速集成和可靠性的較佳選擇。比如,工廠自動(dòng)化系統(tǒng)在很大程度上就依賴滾珠絲杠技術(shù)。當(dāng)然,有很多原始設(shè)備制造商應(yīng)用系統(tǒng)也需要滾珠絲杠,比如機(jī)床行業(yè)。對(duì)于原始設(shè)備制造商來說,決定技術(shù)的是性能和成本,而不是可預(yù)測(cè)性

多頭螺紋又叫多頭絲杠,多頭絲桿,多頭螺桿,也叫多線絲杠,多線絲桿,多線螺桿。
多頭螺紋用數(shù)控怎么編程?
多頭螺紋的編程方法和單頭螺紋相似,采用改變切削螺紋初始位置或初始角來實(shí)現(xiàn)。假定毛坯已經(jīng)按要求加工,螺紋車刀為T0303,采用如下兩種方法來進(jìn)行編程加工。
1.用G92指令來加工圓柱型多頭螺紋。G92指令是簡單螺紋切削循環(huán)指令,我們可以利用先加工一個(gè)單線螺紋,然后根據(jù)多頭螺紋的結(jié)構(gòu)特性,在Z軸方向上移過一個(gè)螺距,從而實(shí)現(xiàn)多頭螺紋的加工。程序編輯如圖。(工件原點(diǎn)設(shè)在右端面中心)
2.用G33指令來加工圓柱型多頭螺紋。用G33指令來編程時(shí),除了考慮螺紋導(dǎo)程(F值)外,還要考慮螺紋的頭數(shù)(P值)來說明螺紋軸向的分度角。
G33 X(U) Z(W) F(E) P
式中:X、Z——絕對(duì)尺寸編程的螺紋終點(diǎn)坐標(biāo)(采用直徑編程)。
U、W——增量尺寸編程的螺紋終點(diǎn)坐標(biāo)(采用直徑編程)
F——螺紋的導(dǎo)程
P——螺紋的頭數(shù)
多頭螺紋的主要用途是什么?
螺紋的頭數(shù)是形成螺紋線的螺旋線的條數(shù)。單線螺紋由于其螺旋升角較小(不容易滑動(dòng)),螺絲和螺母旋合形成的摩擦力較大(有自瑣能力),用在螺紋的鎖緊,例如固定吊扇的螺絲螺母、煤氣瓶的接頭和機(jī)械設(shè)備里零件間的固定連接等;而多線螺紋由于其螺紋升角較大(容易滑動(dòng)),螺絲和螺母旋合形成的摩擦力較小,用于傳遞動(dòng)力和運(yùn)動(dòng),例如用于抬高車輪維修的千斤頂、用于夾緊工件進(jìn)行鉗工加工的臺(tái)虎鉗和用于加工螺紋的車床絲桿等。
1:一般雙頭的絲杠的負(fù)載比單頭大60-70%左右。
2:雙頭絲杠的加工工藝比較難, 能真正做好的廠家不是很多,
(據(jù)說國內(nèi)做雙頭的絲杠只有一頭在起作用,不知道真假)
3:安裝和使用上沒有區(qū)別,我接觸的幾個(gè)客戶,因?yàn)榍捌谶x型的問題,負(fù)載不夠,
后續(xù)不想更改設(shè)計(jì)圖紙,很多有單頭的改成雙頭的使用,現(xiàn)在效果很好。
-/gjjebd/-
http://www.scjhsd.com